

Particle Insight Raptor for Oil Particle Contamination Monitoring
Compliance to D7596-14 Particle Test Method for Shape Classification of Oils
The ASTM D7596-14 (ASTM, 2018) was designed as a guide for the determination of particle concentration, particle size distribution, particle shape, and soot content for new and in-service oils used for lubrication and hydraulic systems using a direct imaging integrated tester. Historical methods for particulate detection and reporting in oils are addressed by methods specifying light blockage techniques and microscopy. Guidelines such as ISO4406, NAS1638, and NAVAIR have been put in place to set reporting formats and document measurement methods related to light blockage techniques as well as microscopy. With advances in imaging technology, applying dynamic image analysis to oil contamination detection and monitoring was a logical step forward, offering more information to make even better decisions on equipment oil being evaluated. Also, being a number-based technique, its ability to give particle count as well as particle concentration makes dynamic image analysis a very good compliment to existing techniques.
Although there are other documents that discuss the use of dynamic image analysis as a suitable and comparable technique for this industry, this document is focused on how the Particle Insight Raptor, designed for the lubrication oil market, complies and in most cases, far exceeds the D7596 standard. Below is an overview of some of the key sections of the standard test method, an explanation of what this means for the end user and how the Particle Insight Raptor complies.
ASTM D7596-14 Particle Shape of oils
Section 4.2 ASTM D7596-14 Particle Shape of oils
Section 4.2 discusses the fact that sample size is instrument dependent. This is due to the different magnification of lenses available for the image analysis instrument. The sample cell path-length is also important. A deep path-length allows for larger particles to pass without clogging the cell, however a deeper path-length will introduce some level of out-of-focus particles given that it is possible for the measured depth-of-field being narrower than the total cell depth. Dynamic image analysis systems compensate for this by having unique lenses that allows for a broader depth-of-field with prospective correction. In addition, as the ISO 13322-2 for Dynamic Image Analysis states, there can be focus rejection of particles that are not calculated. However, given that the detection of contamination in oil is considered a rare-event detection application, it is critical to minimize missed particle events thus trying to minimize the instance where a particle is out of focus. This is why the standard in section 4.2 states that the “Gap of 100µm to 300µm is common distance”. Ideally, the thinner the flow cell depth, the less a chance of particles being out of focus. This also depends on magnification of the camera system. Higher magnification systems are more desirable because the user can better visually identify wear debris by zoomed-in particle thumbnails. However, the higher the magnification, the lower the depth of field. This is why instrument manufacturers must balance the value of a thinner flow cell and higher magnification lens for larger and better-looking images while not having a flow cell too thin that experiences clogs from larger debris particles.
This is where the Particle Insight Raptor’s unique optics ensures more accuracy and minimizes missing rare events. The Raptor also has a range of interchangeable sample cells with path-lengths of under 100µm up to many millimeters in depth to satisfy a broad range of applications. The Raptor is also calibrated to ensure not only particle size and shape but also count and concentration meets reference measurements.
Section 4.3 ASTM D7596-14 Particle Shape of Oils
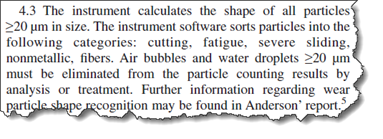
Section 4.3 recommends limited shape analysis of particles greater than or equal to 20µm in size. This limitation in section 4.3 is based on lack of resolution with some commercially available instrumentation. Dynamic image analysis relies on a digital machine vision camera and a high-quality lens to take images of particles as they flow by. As with any digital image, the resolution will enable the end user to discriminate details. This also applies for dynamic imaging instrumentation. The higher the resolution camera, the more available pixels there are to capture a particle’s image and the greater the ability to differentiate one particle from another. Below is an example of what a low-resolution image is compared to one of higher resolution. It is obvious that higher resolution is better visually as well as it would be for shape analysis.

Figure 1: Higher resolution allows for better particle shape analysis
Dynamic Image Analyzers take digital images and convert the greyscale image to binary. High resolution becomes very important when measuring small particles. The smaller the particle, the greater the magnification needed to resolve edge differences, critical to making size and shape measurements.
There will be wear particles below 20µm in oil. Therefore, it is evident that the analysis instrument must be capable of making size and shape calculations below 20µm in size. The Particle Insight Raptor uses a very high-resolution camera with a high-quality image. The effective resolution of the Particle Insight Raptor is high enough to ensure size and shape of particles down to 1µm in size. This allows for classification of wear debris particles down to 1µm, far exceeding the recommendation on the D7596 reference method. Instrumentation with a limit for shape of 20 microns indicates low resolution and will result in lack of information for the end user where shape classification of ALL particles is critical to the health of the instrumentation being monitored.
Figure 2: Higher resolution cameras are needed to properly measure shape of particles as low as 1 micron in size.

Sections 4.4 to 4.11 discuss how classification is done for some of the more popular wear type particles found in oil. The more popular wear types are roughly described such as Nonmetallic, Cutting wear, Sliding wear, Fatigue, Fibers and bubbles.
Most of this information is taken from the Noria Wear Atlas (Noria Corporation, Tulsa Oklahoma, 2012)) where typical pictures are available for various types of wear particles. However, it is difficult to define exact shape parameters for each type of wear particle given that different materials can generate different shapes.

Figure 3 Examples of wear types from the Noria Wear Atlas. This was used to create classifications on the Raptor system.
It is simple to discriminate air bubbles from water droplets in oil due to the refractive index difference. As can be seen in greyscale images below, both are round and can be a few microns up to several hundred microns in diameter, however air bubbles are dark and water droplets are lighter.
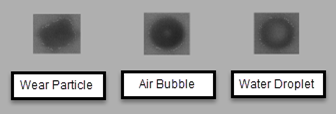
Figure 4: Dynamic Imaging uses the shape of each particle to differentiate them.
A high-resolution system would ensure accurate reporting as required by the ISO, NAS, and NAVAIR to particles well below 20µm in size. Dynamic Imaging with the Raptor system enables the user to complement this reporting with the ability to see all the particles that fall within any of the class sizes.
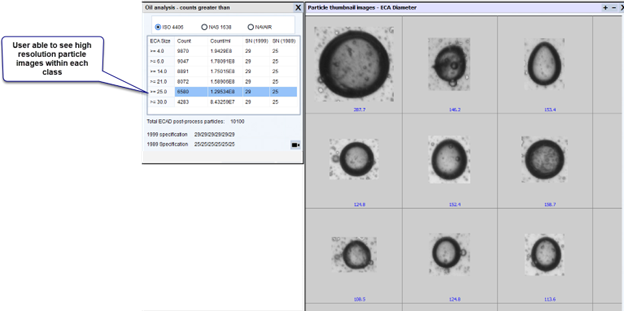
Figure 5 Oil wear reporting to meet requirements as well as thumbnail images for any selected class as objective evidence.
Other particle classifications such as Cutting wear, Sliding wear, Fatigue and Fibers are all discriminated and classified by their shape down to 1µm in size using the Particle Insight Raptor. The Particle Insight Raptor allows for the reporting of the required classifications. In addition, it gives the percent presence of any specific class of particle in the sample and enables the users to view the thumbnail images as objective evidence. Custom wear particles can be created depending on the application.
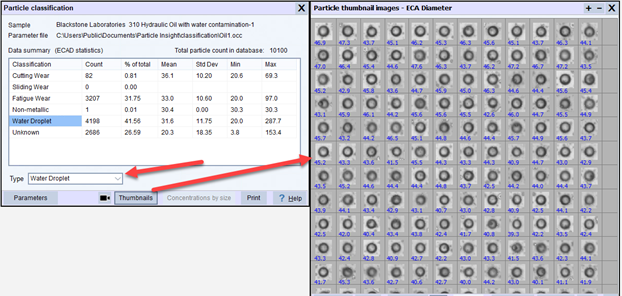
Figure 6 Particle Classification to report on your wear particles. High-resolution pictures of all particles for each class serves as objective evidence of particles found.
Ability to measure shape down to 1µm allows for shape classification of all measured particles and allows end users to look for outliers in their particle population. Correlation plots of particles are also available to enable the identification of one or few particles in the presence of many.
Air bubbles and water droplets are not limited to 20 microns.
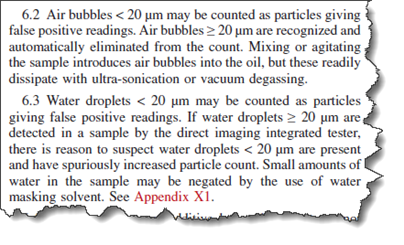
The presence of air bubbles sometimes cannot be avoided. Air bubbles can be present due to required agitation of the sample to ensure proper suspension of particles. In some cases, especially in high viscosity liquids, it is difficult to eliminate air bubbles. Sometimes methods recommend the use of sonication to accelerate the elimination of air bubbles in a sample, however it is important to ensure sonication does not break up the particles of interest. Most wear particles may not be damaged using sonication to eliminate air bubbles, but some carbon particles can be damaged making them smaller and fall into a different size class. In cases where this can be a problem, the Particle Insight Raptor can identify air bubbles and discriminate them from other particles based on shape and opacity. As mentioned above, it is simple to discriminate air bubbles from water droplets and particles of interest in oil due to the refractive index difference. As can be seen in greyscale images, both are round and can be from a few microns to several hundred microns, however, the air bubbles are dark and water droplets are lighter.
It is also important to point out there is a high probability of air bubbles and water droplet particles being smaller than 20µm in size. This can be especially evident in higher viscosity fluids where it is difficult for air bubbles to escape. Although the D7596 document specifies that only >20µm can cause false positives, it’s actually the case for less than 20µm as well. This is yet another reason to ensure a high-resolution system is used to capture, identify with thumbnail images, and eliminate these false positives down to 1µm as the Raptor system does. Keep in mind, the presence of water droplets down to 1µm in machinery is a key indicator of a problematic situation and thus important to quantify.
Figure 7: Ensuring identification and differentiation between particles, air bubbles, and water droplets down to 1 micron in size.
Section 6.8
ASTM D7596 Section 6.8
Highly concentrated samples, for dynamic image analysis, presents a problem in that clusters of particles can be measured as one particle. Clusters of particles can be agglomerated particles which are truly stuck together or can be several particles that were in near proximity to each other when the image was taken. Software then has a difficult time in differentiating the single particle from a cluster. It is best to ensure proper suspension of particles to obtain more accurate results. The Particle Insight Raptor does employ a “Cluster Rejection” routine that is activated and adjusted by the customer when needed. However, it is always recommended to run a sample without Cluster Rejection to ensure that particles of interest are not being rejected.
Section 8
Check Fluid SRM 2806
Section 8 makes mention of rinsing and use of a reference standard from NIST(National Institute of Standards and Technology) or equivalent to the Standard Reference Material 2806. This Standard Reference Material (SRM) is intended for use in the calibration of instrumental response to medium test dust suspended in hydraulic fluid. A unit of SRM 2806b consists of two bottles containing polydisperse, irregularly shaped mineral dust suspended in approximately hydraulic fluid each.
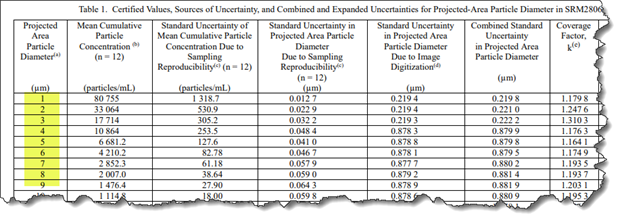
SRM 2806 Standard Reference Materials calls out for particles down to 1 micron in size.
Shown in the NIST document for SRM 2806, cumulative particle concentration values are required down to 1µm in size. This results in the need for a high-resolution method that can measure such small particles. In the case of Image Analysis, this means a high-resolution camera that can take images with enough pixels as requested by the ISO13322 standard to ensure proper and accurate concentration measurements. Limiting your shape measurements to 20 µm is not acceptable.
The Particle Insight Raptor uses a very high-resolution camera that is capable of measuring and rendering size, shape and images of particles down to 1µm. This is required to comply with this standard as well as to enable the particle classification and concentration of smaller particles.
Soft Particles and Water Droplets in oil
Section 11
Section 11 recommends the dilution of samples to make the presence of water droplets and soft particles scarcer and thus eliminated from the analysis. Although the Particle Insight Raptor can perform this dilution step and dilution factors can be entered so the software reports the accurate particles /ml values for each size class, it is recommended to test the sample without dilution and use features in the software to identify air and water particles that will not require dilution. Dilution, as recommended in Section 11, can also make rare event particles of interest more difficult to capture. For this reason, it is recommended that Shape Measurement Exclusion is used as a software option with the Particle Insight Raptor to exclude any specific type of particle in question. Keep in mind that it is always recommended to capture ALL particles in your sample and make determinations of what do to with them after. Eliminating them may mask some problems in the process. For example, rejecting water droplets in your sample analysis can disguise a significant problem with the machinery being maintained. Water in oil is a very desired reporting property.
Bibliography
Works Cited
ASTM. (2018). ASTM . Retrieved from astm.org: https://webstore.ansi.org/standards/astm/astmd759614
Noria Corporation, Tulsa Oklahoma. (2012). Wear Particle Atlas. Tulsa: Noria Corporation.